In der Welt der kommerziellen Identität gibt es viele Ansätze, um eine Markierung auf Metall anzubringen. Man kann es bedrucken, stempeln, lasern oder ätzen. Für einen Kunden mögen diese alle ähnlich erscheinen, solange das Schild neu ist. Eine schwarze Markierung auf einem Silberschild wirkt wie ein schwarzes Emblem auf einem Silberschild. Setzt man es jedoch zwei Jahre lang Sonnenlicht, Salzwasser oder Fabrikschmutz aus, wird der Unterschied deutlich. Eine Markierung wird verblassen. Die Alternative wird für immer bleiben.
In unserem Werk konzentrieren wir uns auf chemisches Ätzen. Obwohl wir über modernste Laser-Kapazitäten verfügen, setzen wir auf das Ätzen für Typenschilder, die den Bedingungen der realen Welt standhalten müssen. Kunden fragen uns regelmäßig: „Warum ist Ätzen besser als Lasermarkierung?“ Dieser Leitfaden erläutert die technischen Unterschiede, die Lebensdauer und die Fertigungswissenschaft hinter diesen bekannten Techniken, um sicherzustellen, dass Sie die richtige Wahl für Ihre Typenschilder aus Edelstahl und Präzisionsskalenplatten treffen.
Was ist der Unterschied zwischen Lasermarkierung und chemischem Ätzen?
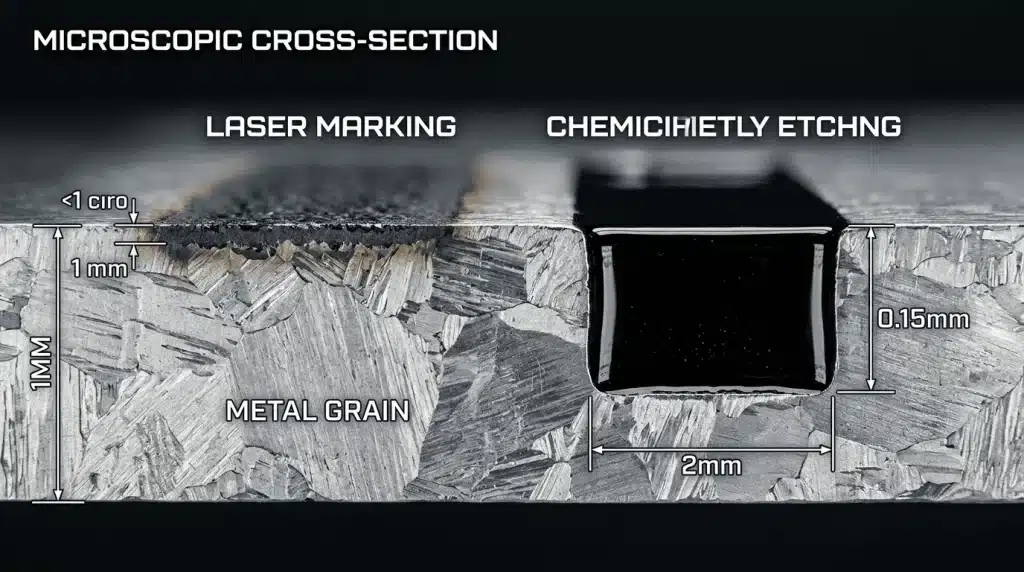
Der wesentliche Unterschied ist die Tiefe. Die Lasermarkierung verändert in der Regel die Oberflächenfarbe des Metalls (Anlassen), ohne in das Material einzuschneiden, oder entfernt eine mikroskopisch kleine Schicht. Beim chemischen Ätzen wird Säure verwendet, um das Metall physisch aufzulösen, wodurch ein tiefer, vertiefter Hohlraum entsteht (üblicherweise 0,1 mm bis 0,15 mm tief), der anschließend mit langlebigem Lack ausgefüllt wird. Stellen Sie es sich wie das Schreiben auf einem Whiteboard im Vergleich zum Meißeln in einen Stein vor.
1. Lasermarkierung (Die oberflächliche Lösung)
Moderne Faserlaser sind hervorragende Geräte. Sie verwenden einen hochenergetischen Lichtstrahl, um den Edelstahl zu erhitzen.
- Anlassen: Der Laser erhitzt das Metall gerade so weit, dass es oxidiert und sich schwarz färbt. Die Oberfläche bleibt glatt.
- Gravieren: Der Laser verdampft ein winziges Stück des Stahls, um eine Markierung zu erzeugen.
- Das Problem: Die meisten Lasermarkierungen sind extrem flach. Wenn man sie mit einem Scheuerschwamm bearbeitet oder sie einem Sandsturm ausgesetzt sind, kann die schwarze Markierung abgetragen werden, da sie sich lediglich an der Oberflächenstruktur des Metalls befindet.
2. Chemisches Ätzen (Die strukturelle Lösung)

Chemisches Ätzen ist ein photolithographisches Verfahren. Wir verbrennen nicht nur die Oberfläche; wir tragen Material ab.
- Die Masken: Wir decken die Platte mit einer UV-beständigen Maske ab (wie eine Schablone).
- Die Säure: Wir sprühen Säure (Eisen-III-chlorid) auf die Platte. Die Säure frisst das unbedeckte Metall weg und gräbt eine Vertiefung.
- Die Tiefe: Dies erzeugt ein physisches „Tal“ im Stahl. Der Text ist nicht mehr nur eine Färbung; er ist ein dreidimensionales Merkmal der Metallplatte.
Hybridfertigung: Das Beste aus beiden Welten
Auch wenn wir davon überzeugt sind, dass das Ätzen für die Vorlage des Typenschilds überlegen ist, hat die Lasermarkierung eine spezielle Berechtigung.
Die Hybridtechnik: Für viele Kunden produzieren wir „geätzte Rohlinge“.
- Ätzen: Wir ätzen das Firmenlogo, den statischen Text (Spannung, Modell, Hersteller) und das Tabellengitter. Dies füllen wir mit farbigem Lack aus. So wird sichergestellt, dass das Branding jederzeit erstklassig aussieht.
- Lasermarkierung: Wir lassen saubere silberne Felder für die „variablen Daten“ (Seriennummernbereich, Herstellungsdatum) frei. Dann verwenden wir einen CNC-Laser, um die spezifischen Angaben kurz vor dem Versand auf jedem Schild zu markieren.
Diese Kombination bietet Ihnen die hochwertige Optik und Haltbarkeit der Ätzung mit der Flexibilität, Seriennummern für jedes einzelne Gerät anzupassen.
Umwelt- & Qualitätsstandards
Chemisches Ätzen beinhaltet Säuren und muss daher verantwortungsbewusst durchgeführt werden. Unsere Fertigungsstätte nutzt ein Filtersystem mit geschlossenem Kreislauf. Die zum Ätzen des Chromstahls verwendete Säure wird neutralisiert und recycelt. Da das Ätzen zudem ein Digital-zu-Physikalisch-Verfahren ist (die Verwendung von CAD-Dokumenten zum Drucken der Filmmaske), ist die Reproduktionsqualität zu einhundert Prozent konsistent.
- Wenn Sie heute ein Typenschild bestellen und in fünf Jahren ein weiteres, können die geätzten Linien exakt die gleiche Dicke aufweisen.
- Es gibt keinen „Werkzeugverschleiß“ wie bei mechanischen Gravierbits, die stumpf werden und unsaubere Linien erzeugen.
Fazit

Wenn Sie sich für tiefes chemisches Ätzen auf Ihren Edelstahl-Typenschildern entscheiden, investieren Sie in Außergewöhnliches. Sie erwerben ein System, das das Metall physisch verändert, um sicherzustellen, dass Ihre Informationen erhalten bleiben.
- Lasermarkierung ist schneller und günstiger, aber sie findet nur auf der Oberfläche statt.
- Ätzen ist tiefer, robuster und hochwertiger.
Wenn Ihre Ausrüstung für eine Lebensdauer von zwei Jahrzehnten konstruiert ist, muss dies auch für Ihr Typenschild gelten. Lassen Sie nicht zu, dass ein verblasstes Etikett der Grund dafür ist, dass Ihr Gerät altmodisch wirkt. Wählen Sie die Beständigkeit der Tiefätzung.
Häufig gestellte Fragen (FAQs)
Ist chemisches Ätzen teuer?
Es hat höhere Einrichtungskosten (Entwicklung der Filmvorrichtung) im Vergleich zur Lasermarkierung, die kein Werkzeug benötigt. Bei Großaufträgen (über 100 Schilder) wird das Ätzen jedoch sehr kosteneffizient. Für einen einzelnen Prototyp ist der Laser günstiger. Bei Serienfertigungen bietet das Ätzen einen höheren Mehrwert.
Können Sie auch andere Farben als Schwarz ätzen?
Sicher. Da wir den Siebdruck verwenden, um die geätzten Bereiche auszufüllen, können wir jede Pantone-Farbe anpassen. Wir können ein Typenschild mit einem blauen Emblem, rotem Warntext und schwarzen Informationen erstellen – alles auf derselben Metallplatte.
Schwächt das Ätzen den Stahl?
Nein. Da wir in der Regel nur 10–15 % der Dicke des Stahls ätzen (z. B. 0,15 mm tief bei einer 1,0-mm-Platte), bleibt die strukturelle Integrität der Platte unverändert.